在这个快节奏的时代,物流效率的提升成为了企业竞争力的重要组成部分。而包装设备作为物流环节中的关键环节,其搬运效率直接关系到整个生产线的运行效率。今天,就让我们揭开高效包装设备搬运系统的神秘面纱,一探究竟。
一、系统概述
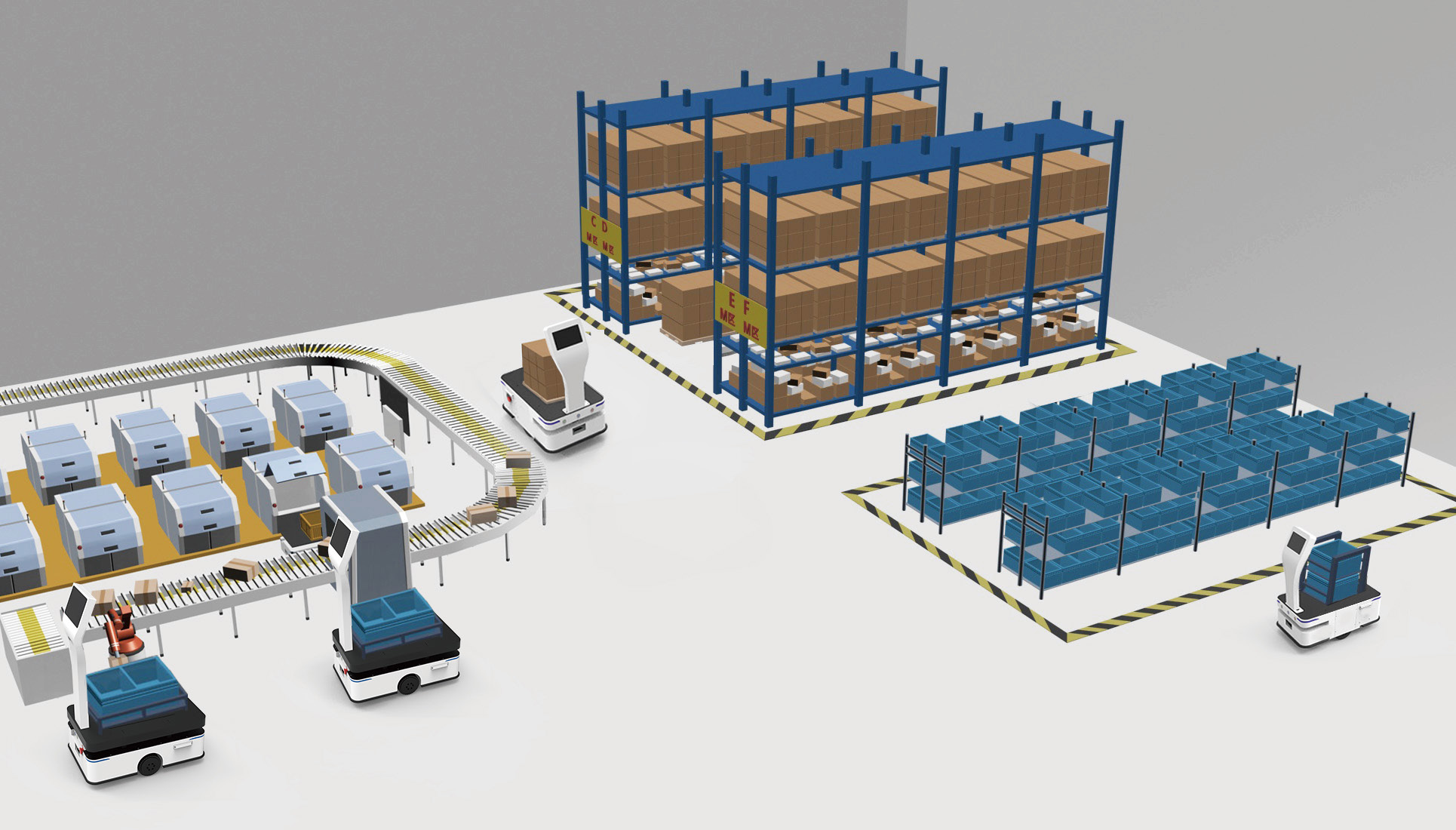
高效包装设备搬运系统,顾名思义,就是一套能够快速、安全、准确地搬运包装设备的智能化系统。它主要由以下几个部分组成:
搬运设备:如叉车、输送带、提升机等,负责实际搬运工作。
控制系统:通过传感器、PLC等设备,实时监测搬运过程,确保系统稳定运行。
软件系统:对搬运过程进行优化,提高搬运效率,降低能耗。
二、系统优势
提高效率:搬运系统采用自动化、智能化技术,大幅缩短了搬运时间,提高了生产效率。
降低成本:系统运行稳定,减少了人工成本和设备维护成本。
提升安全性:搬运过程中,系统实时监测,有效避免碰撞、跌落等事故。
适应性强:可根据不同包装设备的尺寸、重量、形状等,灵活调整搬运方案。
三、系统应用
高效包装设备搬运系统广泛应用于食品、饮料、医药、日化等行业,如:
饮料生产线:搬运瓶装、罐装等饮料产品。
食品生产线:搬运各种食品包装盒、袋等。
医药生产线:搬运药品包装盒、瓶等。
四、未来展望
随着科技的不断发展,高效包装设备搬运系统将朝着以下方向发展:
智能化:通过人工智能、大数据等技术,实现更精准的搬运决策。
绿色化:采用节能、环保的设备,降低系统能耗。
个性化:根据不同企业的需求,提供定制化的搬运解决方案。
总之,高效包装设备搬运系统在提高物流效率、降低成本、提升安全性等方面发挥着重要作用。随着技术的不断进步,未来它将在更多领域发挥更大的价值。